您好,欢迎访问npv加速器软件官网!
联系我们

一、产品介绍:.
浸锌工艺是用于铝及铝合金件电镀或化学镀最为成熟可靠的前处理工艺。DH--50LQ铝件化学镀镍浸
锌液不含有毒物质,只需一-次浸锌即可以在铝及铝合金工件表面形成--层丰富而均匀的锌保护层,提
高镀层的结合力、耐腐蚀性能,大大提高铝及铝合金工件化学镀镍的成品率。
二、铝件浸锌液的组成及操作条件:
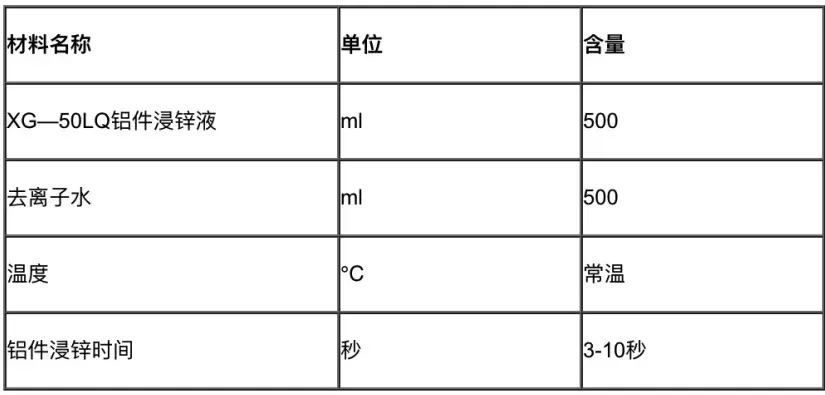
使用DH--50LQ铝件浸锌液和去离子水按1:1混合并充分搅拌均匀即可以使用。
三、铝件浸锌液的使用方法:
将工件除油、碱蚀、用50%硝酸浸泡去除挂灰、彻底清洗干净后放入上述已满足工艺条件的铝件浸锌
液中浸泡3~10秒,取出后清洗干净即可直接放入化学镀镍液中。
四、铝及铝合金件电镀或化学镀的工艺流程:
(仅供参考,应根据工件的要求而进行调整)
除油→清洗-→碱蚀-→清洗-→酸洗-→清洗→浸锌→碱性化学镀-→酸性化学镀->清洗->钝化-→清洗-→脱水
->烘干->检验-→成品包装
每道流程工艺配方(仅供参考)
除油:使用对铝及铝合金不造成腐蚀的除油剂除油。
碱蚀:NaOH:80g/L温度:60~70°C时间:1~3min
酸洗:HNO3:50%体积比
温度:室温
时间:1~3min
浸锌:按上述浸锌工艺要求规范操作。
碱性化学镀:硫酸镍:25g/L次亚磷酸钠:25g/L柠檬酸钠:50g/LPH值:9-10
温度:85-90°C时间:1-3分钟
五、铝件浸锌液的消耗量和补加:
DH-50LQ铝件浸锌液的消耗量为1ml/4-5m2,按上述表中材料比例补加。
按上述表中材料比例补加。
六、铝件浸锌液使用注意事项:
在每升铝件浸锌液浸锌面积达40-50m2时应及时补加材料,补加的量为配槽时所用材料的2%;在使
用过程中工件酸洗后必须清洗彻底,硝酸不可带入浸锌液中。

扫一扫了解更多